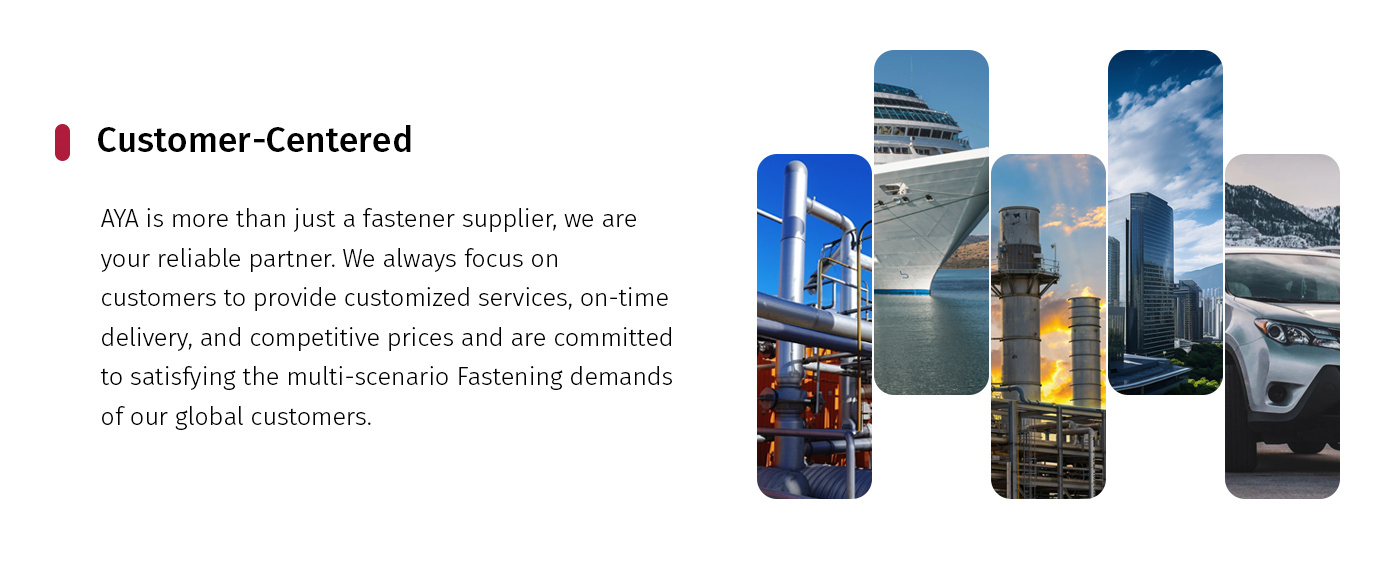
Глабальны пастаўшчык рашэнняў для налады мацавання








Прадукцыя


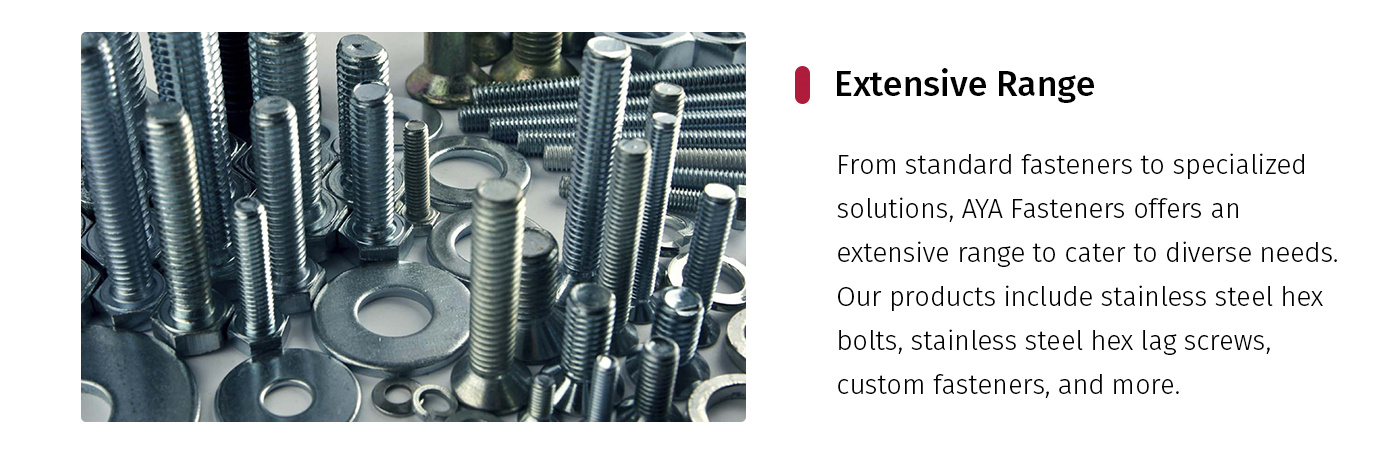
Шруба для часціц з нержавеючай сталі
Апісанне прадукту
| Назва прадукту | Шруба для часціц з нержавеючай сталі |
| Матэрыял | Зроблена з 304 з нержавеючай сталі, гэтыя шрубы маюць добрую хімічную ўстойлівасць і могуць быць мякка магнітнымі. Яны таксама вядомыя як з нержавеючай сталі A2. |
| Тып галавы | Countersunk Head |
| Тып прывада | Крыж перапынку |
| Даўжыня | Вымяраецца з галавы |
| Прымяненне | Шруба (Дошка з сабою сярэдняй шчыльнасці) Мэбля. |
| Стандарт | Шрубы, якія сустракаюцца з ASME або DIN 7505 (A) са стандартамі для памераў. |
Апісанне прадукту

У нас ёсцьПрафесійныя інспектары ККпрызначаюцца для кантролю за вытворчым і інспекцыйным працэсам для забеспячэння празрыстасці і высокіх стандартаў вытворчасці, а таксама стандартызацыі і дакладнасці канчатковай прадукцыі.
Ад закупак сыравіны да вытворчасці і канчатковай прадукцыіНа кожным этапе дзейнічаюць строгія працэдуры кантролю якасці, каб забяспечыць выкананне шруб або перавышэння галіновых стандартаў.
Гарантыя якасці і адносна тэстаўз'яўляюцца жыццёва важнай часткай вытворчасці зашпілек. У AYA праводзяцца найбольш поўныя праверкі для аналізу зашпількі з метадам колькаснага аналізу. Нарэшце, даклад сам дбайны вынікі дасць якасць добра.
Інспектары па пытаннях QC добра маюць вопыту ў ведаў аб прадуктах, а таксама ў тэхналогіі вытворчасці. Для правядзення некалькіх выпрабаванняў прымяняюцца спецыяльныя інструменты, каб гарантаваць, што канчатковая прадукцыя можа адпавядаць патрабаванням рынку і кліентаў.
Наша лічбавая сістэма-QarmaЗахоўвае кожную партыю, якая прасочваецца ад сыравіны да гатовай прадукцыі. Па запыце могуць быць прапанаваны поўныя сертыфікаты для праверкі якасці.
Унутранае праслухоўванне працэсаў рэгулярна рэалізуецца для забеспячэння эфектыўнасці вытворчага працэсу.
Канчатковая інспекцыя прадуктаўз'яўляецца ключавым момантам. AYA мае поўную сістэму праверкі пробаў для гэтай важнай задачы, і кожная дэталь будзе цалкам агледжаны.
Усе працэдуры вытворчасці будуць кантралявацца інспектарамі QC, каб гарантаваць, што канчатковая прадукцыя можа апраўдаць чаканні кліентаў.
AYA зашпільвае пастаянна аптымізуе вытворчыя працэсы і працэдуры праверкі якасці на аснове зваротнай сувязі з кліентамі і патрабаванняў рынку, павышэння надзейнасці прадукту і канкурэнтаздольнасці.
Парады па працы з шрубамі з чып -дошкай
Пілотныя дзіркі:У той час як шрубы з чып-панэлямі маюць кропкі самастойна, гэта добрая практыка ствараць пілотныя дзіркі ў цвёрдых пародах альбо пры працы каля краю кавалачка. Гэта прадухіляе расшчапленне і забяспечвае дакладную ўстаноўку.
Налада крутоўнага моманту:Выкарыстоўваючы сілавую дрыль або цяжкую машыну, адрэгулюйце наладу крутоўнага моманту, каб пазбегнуць перагрузкі шруб, якія могуць пазбавіць матэрыял.
Прамежак:Пераканайцеся, што правільны прамежак паміж шрубамі, каб раўнамерна размеркаваць нагрузку і прадухіліць дэфармацыю і выгінанне матэрыялу.

| Для намінальнага дыяметра ніткі | 2,5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | ||
| d | максімум | 2,5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | |
| мін | 2,25 | 2,75 | 3.2 | 3.7 | 4.2 | 4.7 | 5.7 | ||
| P | Крок (± 10%) | 1.1 | 1,35 | 1.6 | 1.8 | 2 | 2.2 | 2,6 | |
| a | максімум | 2.1 | 2,35 | 2,6 | 2,8 | 3 | 3.2 | 3.6 | |
| dk | max = намінальны памер | 5 | 6 | 7 | 8 | 9 | 10 | 12 | |
| мін | 4.7 | 5.7 | 6,64 | 7,64 | 8.64 | 9.64 | 11.57 | ||
| k | 1.4 | 1.8 | 2 | 2,35 | 2,55 | 2,85 | 3,35 | ||
| dp | max = намінальны памер | 1.5 | 1.9 | 2.15 | 2,5 | 2.7 | 3 | 3.7 | |
| мін | 1.1 | 1.5 | 1,67 | 2,02 | 2,22 | 2,52 | 3.22 | ||
| Socket No. | 1 | 1 | 2 | 2 | 2 | 2 | 3 | ||
| M | 2,51 | 3 | 4 | 4.4 | 4.8 | 5.3 | 6.6 | ||